| 碓氷健吾 |
| (株)橘産業 石黒敏正 編 |
| 平成17年9月9日 |
これは、碓氷健吾氏が実際に鉋を使う大工さんと同じ目線で話ができるようにと、60歳を過ぎてから研ぎを勉強し 体得された研ぎ方です。 碓氷さんが書かれた原稿をもとに(株)橘産業 石黒敏正が編集いたしました。ご自分の研ぎの参考にご活用ください。 注:この記事の無断引用、転載はお断りいたします。 |
刃物は刃がつかなかったら切れない。(千代鶴是秀翁) 昔から鍛冶職人は荒研ぎまではするが本研ぎはしませんでした。 戦後はその荒研ぎも分業化により研ぎ師に変わりました。しかし大工さんが直ぐ使える ような刃付けまではせず、最近になって台仕込師が本研ぎをし完全直使用として 販売されるようになりました。それも大工さんが一度使えば後は自分で研がなければなりません。 刃物は刃がつかなかったらいかに名工が造られた高価な鉋でも切れることはありません。 それが昔から研ぎは一生と言われるゆえんではないでしょうか。 砥石について 昔から鉋には巣板が良いと言われています。京都産の天然砥は有名ですがいかに高価な 良い砥石でも使い方、研ぎ方が間違っていれば良い結果はでません。 自分に合った好みの砥石が一番良いと思います。 人造砥でも使い方によっては良い結果がでます。 研ぎの基本 昔から「刃物は裏を見て買え」と言われています。 ☆ 鉋が狂っていたりベタ裏等は直してから研ぐ。 ☆ 鉋の刃先裏がダレている場合には軽く裏出しをする。 ☆ 砥石はすべて平面調整を確実にする。 金板(金盤)押し 新品の鉋で本研ぎがしてない時、また切れが思わしくない時には金板の裏押しから始める。 ☆ 金板が狂ってないか確かめる。 ☆ 金板の平面が滑らかであること。 ☆ スリ合わせの粉はできるだけ細かくして研磨力のあるものを使用する。 (#1000〜#1500位のグリンカーボンが良い。) ☆ 鉋の背中の当て板等を用いて金板の端から端までゆっくりと押す。 金板と鉋を直接力を入れて擦るとかえって傷がつきます。 ☆ 終わったら少し硬めの粒度の細かい砥石を平面調整をし、刃返りを取る鉋の刃先の線に平行に できる限り砥石目を細かくする。 (人造砥の場合#8000以上の砥石を名倉砥で目を細かくし時々平らに直す。) 中砥研ぎ(中砥研ぎで勝負が決まると言われます。) ☆ 鉋の刃角度を27度〜28度位が一番研ぎ易く、また使用後の刃先の傷みが少なく永切れすると 思います。 ☆ 中砥は普通#1000〜#2000が多いと思われますが、いずれも少し軟らか目ですので時々 平面調整が必要です。(鉋一枚研ぐのに2、3回直す方が早く研げます。) ☆ 鉋の刃裏に返りが端から端まで全般にわたり出たかよく確かめる。 (この時返りの出方で硬い鋼か軟らかい鋼かわかると思います。) ☆ 目の細かい硬目の砥石で返りを取ります。 ☆ 中砥または荒目のダイヤモンド砥石等で絶対に裏を押さないで下さい。 ☆ 中砥研ぎの最後に中砥を名倉砥で目を細かくすると次の合わせ研ぎが非常に楽になります。 中間研ぎ 少し軟らかい天然砥または人造砥の#4000〜#5000位の砥石で中砥の目を細かくすると次の 合わせ砥に仕上研ぎが非常に楽になり、また高価な合砥の減りが助かります。 仕上げ研ぎ(合砥研ぎ) 昔から刃物を研ぐ時は太陽に向かって研げと言われております。 少しでも刃先が完全に付いていないところは光の反射で白く見えます。 また砥石目も荒いか細かいかもわかります。 ☆ 合砥は少し硬目が多いので平面調整を完全にし名倉砥で平面を滑らかにする。 (共名倉と言って#8000以上の使い残しの砥石等を適当に切って使用しても良いです。) ☆ 砥石の硬さや粒度によって水加減が大事です。格砥石の中で一番黒く粘さのある研ぎ汁が 出る時がその砥石の最高の結果がでます。 ☆ 研ぎ汁が刃先全般に渡って一様に出るまで研ぐこと。 所々にカスレが出る場合にはそこに水がたりないか、まだ砥石と刃の擦り合わせ中ですので ごく先端を少し軽く研ぐと良いと思います。 最後の裏押しが一番大事です。 刃研ぎはみな素晴らしく研げていますが、最後の裏押しがごく先端まで当っていなかったり また砥石の目が荒いとギザギザが残っている場合があります。 そのような時にはいかに高価な良い砥石を使っても良い刃が付きません。 ごく先端が当っていない場合、鉋の刃先から6分〜1寸位のところに装飾用テープ (NICHIBAN マイラップなど)を1枚か2枚位貼って裏押しすると安定して刃先が当ります。 裏押しは無理に力を入れて刃の裏を乱さないように注意が必要です。 鉋の適性な研ぎ角度 1:切れ刃の刃先角度が小さいと微細な刃こぼれがしやすく、刃の最先端がなかなか良い 刃に研ぎ上がりません。 刃先を100倍〜200倍位に拡大して観察すると、このことが 良くわかります。 慎重にうまく研ぎ上げても削るとすぐ微細な刃こぼれが起こるので、甘い刃と感じます。 軟材で25度〜27度、硬材は27度〜30度に研ぎ上げると刃こぼれがしにくく永切れします。 刃先角度を計る角度定規を使うか、刃元厚6ミリの場合は切れ刃のミミ(両端)の 部分の幅でおよその角度がわかります。 2:ミミの部分の切り刃の幅と刃先角度(刃元厚6ミリで平面に研げている場合の近似値) 約12.0ミリ=30度(硬材○) 約14.0ミリ=25度(軟材○) 約16.0ミリ=22度(×) 約12.5ミリ=28度(普通◎) 約15.0ミリ=24度(軟材○) 約13.0ミリ=27度(普通○) 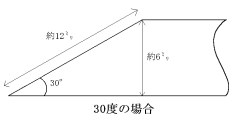 3:新品の鉋は包口や、研ぎ屋さんが裏出しする都合上、刃先角度が鋭角になっていることが多いと 思われますので、上記を参考にして適正な角度に研ぎなおして下さい。 4:特殊な東郷鋼・スーパー鋼等は巨炭が往々にしてありますのでなかなか良い刃が つきにくい時がありますが、このような場合には合砥研ぎの最後にごく先端を軽く研ぎ 裏の先端も確実に当たるようにしますと短時間ですばらしい刃先が得られます。 (私独自の研ぎ方) |
| この研ぎ方は碓氷さんが自分の鉋を研ぐことで得た研ぎ方ですので、すべての鉋にあてはまらない場合もあります。 ご自分の判断で参考にしてください。 |